

什么是焊料
焊料是一种熔点比被焊金属熔点低的易熔金属。焊料熔化时,在被焊金属不熔化的条件下能润浸被焊金属表面,并在接触面处形成合金层而与被焊金属连接到一起。在一般电子产品装配中,俗称为焊锡。
常用焊料具备的条件:
(1)焊料的熔点要低于被焊工件。
(2)易于与被焊物连成一体,要具有一定的抗压能力。
(3)要有较好的导电性能。
(4)要有较快的结晶速度。
常用焊料的形状:
焊料在使用时常按规定的尺寸加工成形,有片状、块状、棒状、带状和丝状等多种。
(1)丝状焊料——通常称为焊锡丝,中心包着松香,叫松脂芯焊丝,手工烙铁锡焊时常用。松脂芯焊丝的外径通常有0.5mm、0.6mm、0.8mm、1.Omm、1.2mm、1.6mm、2.Omm、2.3mm、3.Omm等规格。
(2)片状焊料——常用于硅片及其他片状焊件的焊接。
(3)带状焊料——常用于自动装配的生产线上,用自动焊机从制成带状的焊料上冲切一段进行焊接,以提高生产效率。
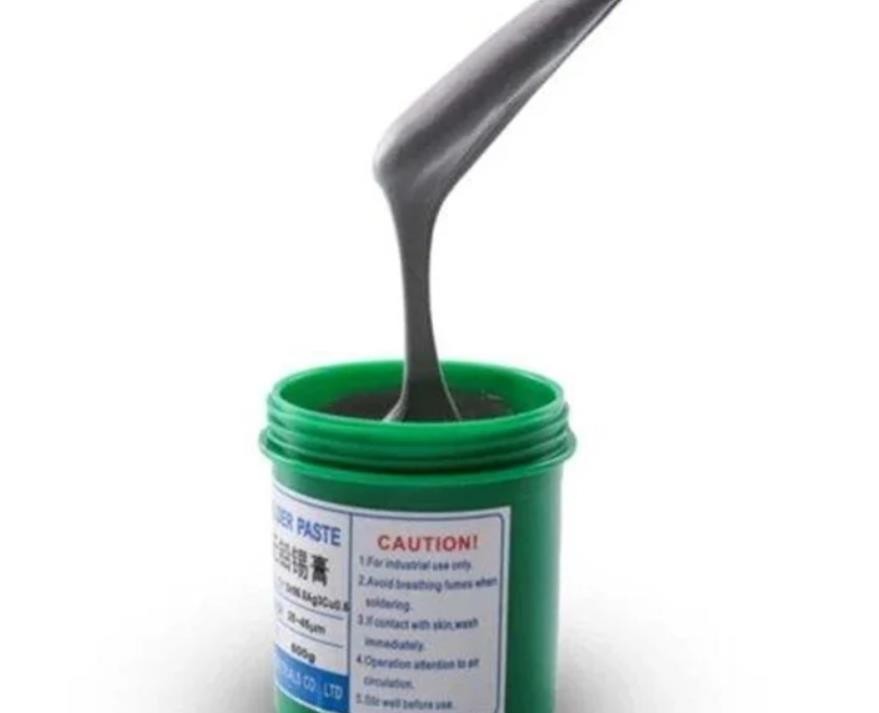
(4)焊料膏——将焊料与助焊剂拌和在一起制成,焊接时先将焊料膏涂在印制电路板上,然后进行焊接,在自动贴片工艺上已经大量使用。
1.保存方法
锡膏的保管要控制在1-10℃的环境下;锡膏的使用期限为6个月(未开封);不可放置于阳光照射处。
2.使用方法(开封前)
开封前须将锡膏温度回升到使用环境温度上(25±2℃),回温时间约3-4小时,并禁止使用其他加热器使其温度瞬间上升的做法;回温后须充分搅拌,使用搅拌机的搅拌时间为1-3分钟,视搅拌机机种而定。
3.使用方法(开封后)
(1)将锡膏约2/3的量添加于钢网上,尽量保持以不超过1罐的量于钢网上。
(2)视生产速度,以少量多次的添加方式补足钢网上的锡膏量,以维持锡膏的品质。
(3)当天未使用完的锡膏,不可与尚未使用的锡膏共同放置,应另外存放在别的容器之中。锡膏开封后在室温下建议24小时内用完。
(4)隔天使用时应先行使用新开封的锡膏,并将前未使用完的锡膏与新锡膏以1:2的比例搅拌混合,并以少量多次的方式添加使用。
(5)锡膏印刷在基板后,建议于4-6小时内放置零件进入回焊炉完成着装。
(6)换线超过1小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。
(7)锡膏连续印刷24小时后,由于空气粉尘等污染,为确保产品品质,请按照“步骤4”的方法。
(8)为确保印刷品质建议每4小时将钢板双面的开口以人工方式进行擦拭。
(9)室内温度请控制与22-28℃,湿度RH30-60%为的作业环境。
(10)欲擦拭印刷错误的基板,建议使用工业酒精或工业清洗剂
导电银浆中的溶剂的作用:a、溶解树脂,使导电微粒在聚合物中充分的分散; b、调整导电浆的粘度及粘度的稳定性;c、决定干燥速度;d、改善基材的表面状态,使浆料与基体有很好的密着性能。导电银浆中的溶剂的溶解度与极性,是选择溶剂的重要参数,这是由于溶剂对印刷适性与基材的结合固化都有较大的影响。此外,溶剂沸点的高低、饱和蒸气压的大小、对人体有性,都是应该考虑的因素。溶剂的沸点与饱和气压对印料的稳定性与操作的持久性关系重大;对加热固化的温度、速率都有决定性的影响。一般都选用高沸点的溶剂,常用的有BCA(丁基溶酐乙酸酯)、二乙二醇丁醚醋酸酯、二甘醇乙醚醋酸酯、异佛尔酮等。